Czym jest obróbka powierzchni?
Czym jest obróbka powierzchni?
Energia występująca na powierzchni materiałów litych i konieczność obróbki powierzchni polimerów. Często konieczne jest wiązanie tworzyw sztucznych z metalami lub innymi tworzywami sztucznymi albo po prostu drukowanie na powierzchni tworzywa sztucznego.
Aby można było to skutecznie robić, płynny klej lub atrament powinien być w stanie zwilżyć powierzchnię materiału. W tej właśnie chwili potrzebne są obróbka koronowa i Plasma Treatment.
Wettability depends on one specific property of the surface: Surface energy, often referred to as surface tension.

Surface energy, like surface tension is measured in mN/m. The surface energy of the solid substrate directly affects how well a liquid wets the surface. The wettability, in turn, is easily demonstrated by contact angle measurements. The contact angle is the angle between the tangent line at the contact point and the horizontal line of the solid surface.
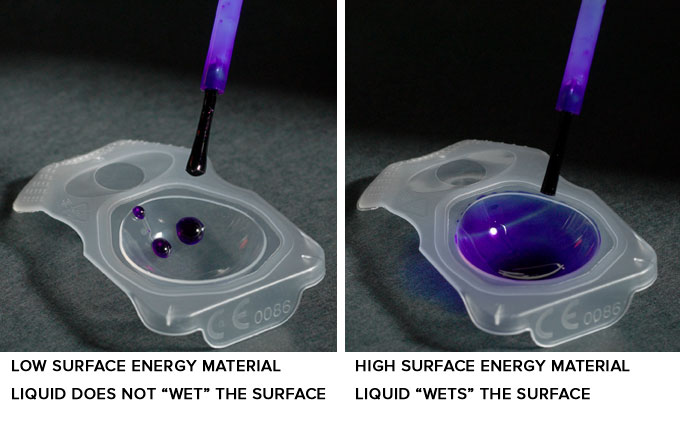
When a liquid droplet is set on a smooth solid horizontal surface, it may spread out over substrate and the contact angle will approach zero if complete wetting takes place.
Conversely, if wetting is partial, the resulting contact angle reaches equilibrium in the range 0 to 180 degrees.
Want to know more about surface treatment of metals? Click here then.
Surface Wettability 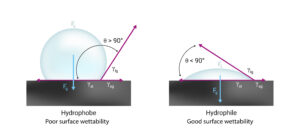
Figure 1 to your right helps illustrate the difference between good and poor wettability.
The higher the surface energy of the solid substrate in relation to the surface tension of the liquid, the better its wettability, and the smaller the contact angle.
In order for a proper bond to exist between a liquid and a substrate surface, the substrate’s surface energy should exceed the liquid’s tension by about 2-10 mN/m.
Video: VacuTEC |Vcuum Plasma Treater
Surface Energy Solid Materials
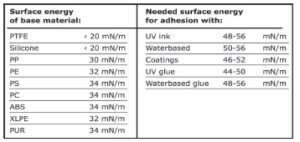 Figure 2 to your right shows absolute values of surface energy for solid materials and the surface tension of many plastics including polyethylene and polypropylene is often insufficient for bonding or printing.
Figure 2 to your right shows absolute values of surface energy for solid materials and the surface tension of many plastics including polyethylene and polypropylene is often insufficient for bonding or printing.
These materials have very useful properties such as chemical inertness, a low coefficient of friction, high wear, puncture and tear resistance, etc.
However, the poor wettability of these polymers presents the designer with the problem of bonding or decorating these materials. The treatment can improve wettability of the material by raising the material’s surface energy and positively affect adhesive characteristics by creating bonding sites.
The most advanced and successful methods of surface treatment are based on a principle of high voltage discharge in air.
Read more about the principle here: The Basics of Plasma Treatment
Read about the basics of corona surface treatment here
Basics of high voltage discharge in air and its application to surface treatment
In the presence of a high voltage discharge in an air gap, free electrons, which are always present in the air, accelerate and ionise the gas. When the electric discharge is very strong, collisions of high velocity electrons with molecules of gas result in no loss in momentum, and electron avalanching occurs.
When a plastic part is placed in the discharge path, the electrons generated in the discharge impact the surface with energies 2 to 3 times that necessary to break the molecular bonds on the surface of most substrates.
This creates very reactive free radicals.
These free radicals in the presence of oxygen can react rapidly to form various chemical functiona groups on the substrate surface. Functional groups resulting from this oxidation reaction are the most effective at increasing surface energy and enhancing chemical bonding to the resin matrix. These include carbonyl (-C=O-). carboxyl (HOOC-), hydroperoxide (HOO-) and hydroxyl (HO-) groups.
Treatment with high voltage discharge modifies only the surface characteristics without affecting material bulk properties
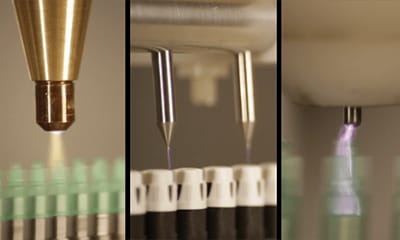
Tantec three-dimensional electrical surface treatment (EST) technology is based on the high voltage high frequency discharge in air. Three-dimensional objects are passed through a discharge region between two electrodes (Figure 3 to your right).
The discharge is sustained in a large gap between the electrodes by establishing a high potential difference between the electrodes. High applied voltage is only one condition for effective treatment.
An uniform treatment of parts moving at high speed requires high efficiency energy transfer from the power source to the discharge region. Corona discharge at frequencies of 15-25 kHz accomplishes high efficiency energy transfer as electrons oscillate in the gap between the electrodes. It has been shown that the higher the frequency the lower the power to achieve a given treatment level.
The EST technology achieves a uniform treatment of surfaces of three-dimensional objects on high-speed lines through maintaining a potential difference between electrodes up to 80 kV at frequencies between 15-25 kHz. Under these conditions objects with cross-sections as large as 4 inches (100 mm) can be treated on-line as they continually move through a treating chamber.
An Electrical Surface Treatment system consists of high frequency generator, high voltage transformer and treating electrodes. The generator produces an output signal whose frequency is automatically adjusted in the 15-25 kHz range depending on the load impedance, thus optimising the power available for treatment.
The high voltage transformer steps up the output signal from the generator to the level needed to generate the discharge of desired intensity.
The treating station is designed around two electrodes: a treating electrode and counter electrode (usually at a ground potential). The electrodes are engineered for each application.
Tantec offers a selection of Plasma treaters for plasma surface treatment of different materials.
See our list of products at our plasma products page: Plasma treatment equipment
Shelf life of treated surfaces
The shelf life of pre-treated materials ranges from hours to years, depending on the plastic, its formulation, how it was treated and its exposure to elevated temperature after treatment.
Material purity is the most important factor. Shelf life is limited by the presence of low molecular weight components such as antiblock agents, mould release, antistatics, etc.
Eventually, these components migrate to the surface of clean polymers. It is therefore recommended to print or bond to the material soon after treatment. However, once the treated surface has been interfaced with a coating, ink, adhesive, or another material, the bond becomes permanent.
Applications of Tantec Electrical Surface Treatment Technology ( EST)
The following materials have been successfully treated using EST technology:
- Polyethylene (PE) * Plexiglas (PMMA)
- Polypropylene (PP) * Teflon (PTFE)
- Polystyrene (PS) * Polycarbonat (PC)
- EPDM-rubber * Polyurethane (PUR)
- ABS etc.
Here are some specific applications:
- Treatment of surfaces of bio-medical testing devices to improve wettability of surfaces for confluent liquid flow.
- Treatment of syringe barrels prior to printing.
- Treatment of the inner surface of needle hubs prior to bonding a stainless steel needle.
- Treatment of electronic cable insulation to improve adhesion of inks and coatings.
- Treatment of lids and covers of chemical containers prior to gasket material application or printing.
- Treatment of plastic bottles prior to application of adhesive labels.
- Treatment of automotive profiles made of EPDM rubber prior to application of an adhesive for retaining flocking bristles or decorating fabric.
Treatment of electronic cable insulation to improve adhesion of inks and coatings.
Medycyna

Motoryzacyjna

Kable i Rury
